Over the last few decades, there's been an increased demand for aluminum profiles for use in product design and manufacturing. In fact, estimates suggest that the mean annual growth rate for the worldwide aluminum extrusion market was about 4% between 2019 and 2023. Aluminum profiles are created through a process known as extrusion and given various surface treatments to suit different projects.
There are various types of extrusion machines on the market, but not all are created equal. Investing in adaptable extrusion technologies is essential for aluminum profile shops catering to different clients. Here is a look at the major parts of aluminum extrusion machines to help you know what to look for when shopping for aluminum extrusion technologies.
Aluminum extrusion involves forcing heated aluminum through a specially designed die to give it a desirable profile. It starts with die selection, where a die with specific cross-sectional characteristics is selected. Next, an aluminum alloy is selected and heated till soft so it can be pressed through the die opening. The aluminum billet is forced through the die opening by applying continuous pressure, assuming a uniform and long continuous cross-sectional profile as it emerges on the other side. Extrusion has been practiced for years, not just on aluminum.
As a matter of fact, Joseph Brahman tried it first in 1797 to make lead pipes. Back then, they just referred to the process as “squirting,” it was mainly done manually until Thomas Burr finished making his hydraulic press in 1820.
However, it wasn't until 1904 that the world got its first aluminum extrusion press in 1904, increasing demand for aluminum profiles for various projects, including transport and construction industries.
You can use extrusion to make aluminum frames in the exact shape you want for use in your projects. Aluminum is lightweight yet strong and resilient. It’s also corrosion-resistant and a good conductor of heat and electricity. These and other features make aluminum profiles useful in a variety of applications, including transportation equipment, building and construction, furniture, electronic casings, heatsinks, medical implants and equipment, etc.
The extrusion process can be direct or indirect, depending on the behavior of the die head and ram. Additionally, the mechanism behind the workings of the extruder can be hydraulic, electric, or pneumatic principle.
Indirect extrusion is when the heated aluminum stays stationary, and the die assembly is pressed against it, forcing the metal through the mold’s opening. It’s also known as reverse extrusion.
Direct extrusion involves holding the malleable aluminum billet in a walled container and using the ram to apply pressure and force the metal through the mold’s opening. Therefore, it’s the ram that moves and not the die head. Most extruders are hydraulic presses with direct extrusion.
Hydraulic presses can be broken down into three parts: The master cylinder, the ram, and the extrusion barrel. However, these are not the only essential components; parts like the die holder, die oven, and run-out table play various important roles, too. Here’s a detailed look at the functions of each part.
The die holder is the container that holds the die assembly, aka tool stack. The tool stack is the set used to create the desired cross-section of the extrusion. The components of the set vary depending on the shapes that can be extruded.
Some tool stacks contain a die, die ring, backer, sub-bolster, and bolster for creating solid shapes. Others include a die ring, die cap, -bolster and bolster.
The first step involves prepping the die. If you don't have a ready-made mold, you can machine it from durable steel, such as H13. Once you have your die, place it in the oven and preheat it to about 500 degrees Celsius to help the metal flow evenly.
This may take around 5 hours. Next, load the preheated die into your extrusion press and lock it in position using the die lock.
If you have a longer aluminum alloy log, consider cutting to desirable lengths. The resulting cylindrical blocks of aluminum alloy are called billets. These are the materials used in the extrusion machine.
The aluminum billets are heated in the billet oven to make them soft for extrusion. Typically, aluminum melts at around 600 degrees Celsius. But in extrusion, you don’t want to turn the metal into a soup. Heat it between 375 and 500 degrees Celsius, so it’s just malleable enough for extrusion.
Other extension presses feature log ovens instead of billet ovens; these also have log shears for cutting aluminum logs to desirable blocks.
Once your billet is heated to the right temperature, load it onto the extrusion press. But first, add a lubricant to prevent the malleable aluminum billet from sticking to the press.
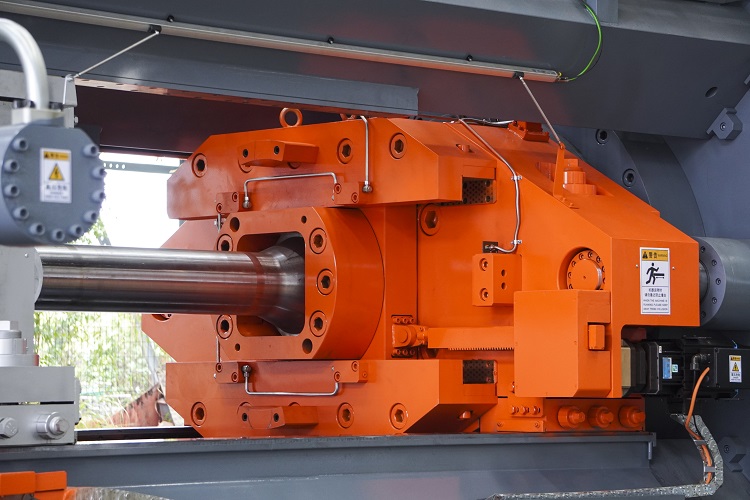
This is the container that gets filled with the aluminum billet, allowing the malleable metal to go through the die opening. It also holds the die assembly. It’s held in a housing and features a liner that holds the aluminum billet for extrusion.
The ram is a hydraulic device that applies pressure to the malleable billet on the extrusion press, forcing it to fill the extrusion barrel. It’s a steel rod piston attached to the main cylinder and features a dummy block. It enters the extrusion barrel from one end and applies pressure close to 15,000 tons, pushing the heated aluminum into the container.
As the malleable metal fills the container, it starts to press against the die, and as more pressure is applied, it goes through the die opening because that’s the only way for it to escape. The dummy block ensures it doesn’t flow back. Before pressing, apply a lubricant to the ram to ensure smooth movement and prevent the material from sticking to the ram.
The dummy block is a solid metal structure on the ram stem that helps seal the aluminum billet in the press container so it doesn’t leak backward when pushed to the other end and through the die opening.
The master cylinder is the chamber containing the hydraulic fluid that sends pressure to the small piston via the large piston, pushing the ram and aluminum billet into the extrusion container. Using the right piston pressure is essential to avoid damaging the heated aluminum or pressing component.
It’s also essential to use the right speed. Pressing too fast can push the billet out of the die when it hasn’t cooled properly. On the other hand, pressing too slowly can make it lose temperature before extrusion.
The cradle is part of the machine that supports the billet as you push it into the extrusion barrel for extrusion.
The press leadout table supports the aluminum extrusion moving from the die to the runout table.
The canister is the part that guides the extrusions from the press die. It features the same number of holes as the die. Some canisters can be used in various presses. However, some presses are moving away from canisters because they are expensive to make and challenging to handle.
This is where the extrusion is laid after leaving the press, allowing it to cool and harden. A puller grabs the extruded profile as it emerges from the die and guides it across the runout table at a pace consistent with the speed with which it exits the press.
The extruded aluminum is cooled using water or fans as it moves downwards the table to help it achieve structural integrity. This cooling step is also known as “quenching.” It also helps make the extruded profile mechanically stronger.
The butt shear is a tool for shearing off the end of the extrusion following the extrusion cycle. The part that remains in the container is often where the oxides reside after the ram has forced the malleable metal through the die.
These are the plates that the main cylinder presses against to create the force that extrudes the billet. There's a front and back plate held together by a tie rod.
The pressure platen ring is a steel tool wedged into the front platen to hold the die stack in position and allow for even pressure distribution. However, the ring tool is subject to constant wear and tear due to pressure from the main cylinder and requires periodic replacement.
These may not be part of the extrusion press, but they are still useful. Once the extruded profile reaches full table length, it’s sheared off using a hot saw and taken away for further cooling. Quenching alone doesn't cool the extrusion completely, so it’s placed in a cooling plane once it leaves the runout table.
The amount it takes the profiles to cool depends on the types of aluminum alloys used. Next, transport the extrusions to a stretcher to align them and remove unwanted twists. The stretcher is a device that holds the profiles mechanically on each end and stretches them until they are fully straight.
Don't rush to stretch if the profiles have not cooled to room temperature; it could make them lose extruded dimension and shape.
After cooling, stretching, and cutting the extruded profiles to desired lengths, you can perform additional heat treatment and surface finishing. Heat treatment helps boost the profile properties. Simply move the profile pieces into an oven for annealing. The recommended temperature range is usually between 300 and 410 degrees Celsius, depending on the alloy you are dealing with.
Finally, the extruded profile can be fabricated to the desired dimensions and polished, powder-coated, or anodized to improve their looks and corrosion resistance.
Extruded aluminum profiles are used in various industries thanks to the metal's special physical characteristics, such as extreme malleability, great durability, corrosion resistance, high strength-to-weight ratio, and good thermal and electrical conductivity.
Different projects require aluminum profiles produced according to different specifications. It’s important to follow set standards to produce high-quality profiles that offer clients the best performance. Typical standards used in aluminum extrusion include:
●ASTM B211: The B211 standard specifies the tensile strength for aluminum profiles created via hot extrusion and cold finishing or hot rolling with cold finishing or without cold finishing.
●ASTM B557: The B557 specifies the standard method for testing the strength of wrought or cast aluminum products.
●ASTM B117: The B117 specifies the standard method for conducting corrosion tests on extruded aluminum products.
●ASTM E8M: The E8M is the standard that offers guidelines for checking the tensile tests of aluminum profiles created via hot extrusion.
Of course, these standards keep evolving, so it’s wise to check regularly and update your processes and technologies accordingly. Using adaptable extrusion technology will help you stay ahead of the curve and cater to clients with different requirements. It’ll also help you produce high-quality, dependable, and safe products.
Aluminum extrusion is a manufacturing process that produces various aluminum profiles by forcing a malleable form of aluminum through mold openings with unique cross-sectional characteristics.
Depending on manufacturer preferences, extrusion can be electric, hydraulic, or pneumatic. However, most extruders are hydraulic systems with master cylinders to transmit pressure via a large piston to an extrusion piston, pushing it and the heated aluminum alloy into an extrusion barrel where it’s forced through a die opening and comes out in the shape of the mold opening.
The extruded profiles are carefully handled, cooled, and cut to desired lengths, then processed further to enhance their look and tolerance against harsh environmental elements. These supplementary processing include heat treatment, polishing, and anodizing. The resulting aluminum profiles are stranger, harder, and tougher.
Wangeshi is one of the leading providers of adaptable aluminum extrusion solutions. We provide independently developed machines that enable automation of the process and customization of extruded profiles while keeping energy consumption low.
Our technologies can adapt to the evolving aluminum extrusion requirements and the need for constant equipment replacement. Get in touch for help selecting aluminum extrusion presses for your sheet metal factory.